���ݶ��Ѿ��ܙCе����˾
�����T���г��F׃���Ѽy���A����ʩ
��ͣ��� ����r�g��2022-7-7
�aƷ�DƬ��H_imgg
�����T�������a��ʹ�õı��^�࣬��������T�����ǽ��ͮa�����❍�ȸߣ���һ�N���|���T����������T�������a�^���У�Ϟģ�ijߴ緀���Ժ�׃�γ̶Ȍ������T������|��Ӱ푺ܴ����Ԟ��˱��C�aƷ�|�����p�ٻ��߱���a��׃�Σ��҂���Ҫ�����A����ʩ��
1. ��Ϟģ���O���ϵK�����ƾ����T��Y�����տs׃�Ρ����N�S�����a��������Ҫ���C�T�D�����ã��ɂ��� 10.5mm��Ҫ��ͬ�S�����˱��Cͬ�S����Ϟģ�ޏͺ�ֱ���N�ژ����һ�N�nj�Ϟģճ�ژ����һ�ӡ������T������a���N�S�z�y��ֻ�Ѓɂ�������һ������ƫ�������ȫ����Ҫ����߅�@һ���ƫ��Լ��������ɝM��Ҫ��
2. ���ڸ����_�ں�ճ���ڵĴ�ʩ��DNl50���m�Y�����Y�����Q���ں��������Tֱ���_�ˣ�����T�Ǻ�ʹ��ͣ���Ϟģ�w�γɱں������H��ģ��ȡ��Ϟģ���^�������y�ģ���Ҳ���ڲ����ķ�ʽ��ģ��׃�Ρ�������Ϟģ��s�^�������ڱں�������տs׃�Ρ���ˌ���DNl50���m�������A���O�����ڸ���(�߶�:1.0-1.5mm)��Ȼ���ٌ������M���z�ӵķ�����������Ϟģ�ϝ��ں���^������±ں��������տs��ͬ��׃�Ρ�
3.Ϟ��s��ʽ����Ϟ��߀Ҫע����s��ʽ���x��ͨ���ÿ՚����ˮ��s������ˮ����s������ʹϞģ�Π��һЩ���Y����ɶ˷��m����DN40���m�l�y�����w�����������a�l�����Ƿ���ˮ����s�����ɂ����mϞģ�g��L1��L2�Ƿdz���ͬ�ģ������_��2.0 ~ 2.5���ס�
���ώN����ļӹ����������Ǟ��˜p�ٻ��߱��⾫���T���У����F�Ѽy��r�İl������ȡ���A����ʩ���@���܉���߾����T����ĮaƷ�|����
��������www.dingjiazz.com��

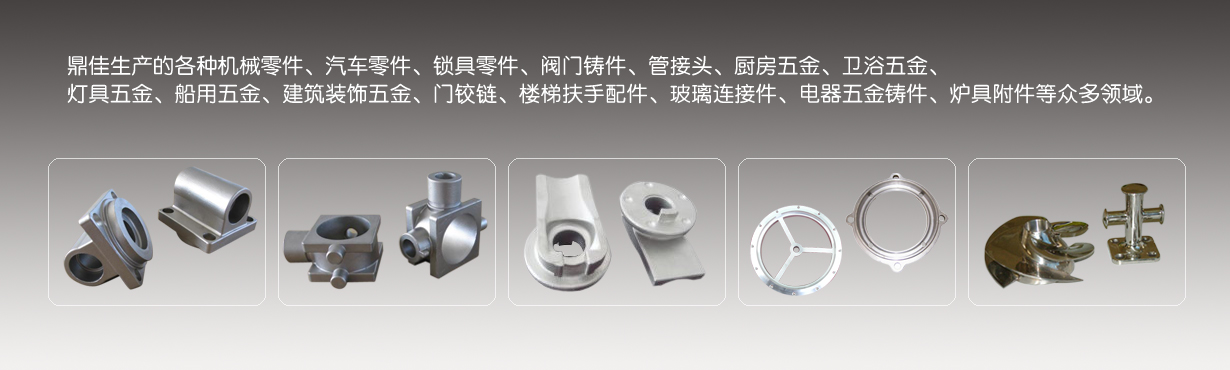
���ݶ��Ѿ��ܙCе����˾��Ҫ�aƷ�У������T�����p���T�������侫���T�����r�ÙCе�����T���������Cе�����T��������C��T�����i���T�������P��T���������z�����T����̼��T�����p�x�C�T����������T������������T�������F����T�����������T�����Ҿ�����T������������T���Ⱦ����T�����x�Ç��H�����M�Ĺ����z�T�칤ˇ�����N�T�����ܶȸߣ�Ʒ�|���ϡ�