���ݶ��Ѿ��ܙCе����˾
�����T�������������T��������|�Q��
��ͣ��� ����r�g��2022-3-31
�aƷ�DƬ��H_imgg
�����T�������a��ˇ���s��ÿһ�������ܺ�ҕ����������ڵı�Ҫ�ԡ������T���������^���У�����ǻ��ȡ��������Ҫ�M�����������_���aƷ��Ҫ�ı���Ҫ�������������г��õ��ɷ������͝�����ɷN��
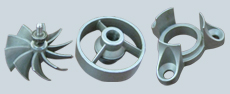
�ɷ������ַ֞�LͲ�����͒����������LͲ�����nj��T�������Fһ���b��A�ΝLͲ�У����LͲ���D�r�������T�������F���Uɰ֮�g�ײ����Ħ������������T������ɰ�ӣ���ĥ�T�����棬ͬ�rҲ�ܲ�������w߅ë�̡��@��O���m�������Π��^���Ρ����^�����С���T����
�������������ø����\�ӵ���衢�F�衢ĥ�����ě_�����������о��ճɰ����ĥ�T�����档���⣬���õĒ��������O��߀�В��������_�͒��������ҵȡ��Á��M���B�m�����a�Ē�������Cе��朰�ʽ����LͲ���B�mʽ���������_���Ғ�ʽ�B�m���a���������ҵȡ��@��O���\�оS�o�M���^�ߡ�
������Ҳ�֞�ˮ����ɰ��ˮ����ɰ��ˮ����ɰ�nj��߉�ˮͨ�^��·�ć���������̎���T��������ˮ���Ą��ܺ͛_ˢ���������о���T��ճɰ��ˮ����ɰͨ����������䓺�䓰嘋�ɵij��������ң��ײ��O�û��D�����_���������b�ڂȱ��ϣ��������ƄӺͻ��D����ʹ�߉�ˮ��������T������������κβ�λ��ˮ����ɰ�����T�͝�ע���T����s��Ҏ���ضȕr���䣬�����������ˮ���У�ˮ�����пp϶�B���T�̓Ȳ��c�ߜؽ��ٽ��|Ѹ��������ը���_�����܌��T�����⸽����ɰ�ӻ��������ˮ����ɰ���������I�r�g�̡�Ч�ʸߵă��c�����Ї��T�܇�g�õ��^�V���đ��á�һ���Á�̎����̼��0.35%�����Π��^���ε��T䓼���
�������ķN��������������ᘌ��Եģ�����r�����aƷ�����|���x����m������������
��������www.dingjiazz.com��

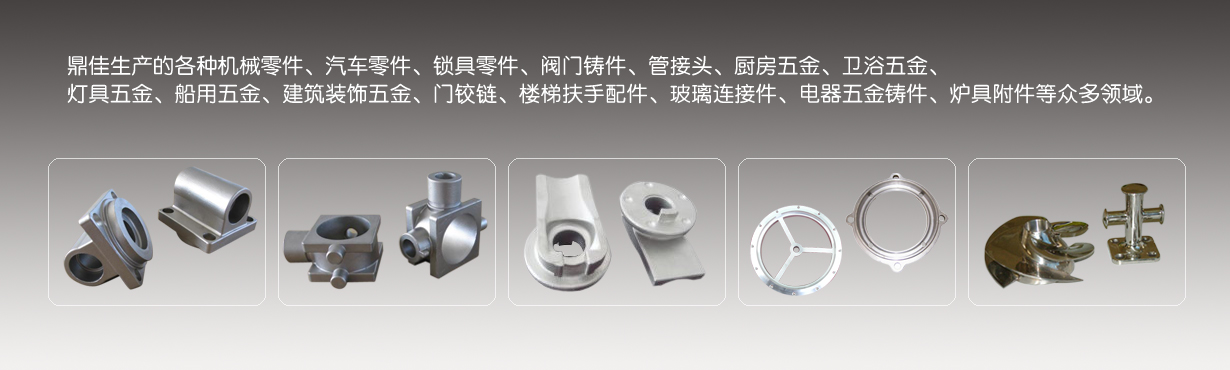
���ݶ��Ѿ��ܙCе����˾��Ҫ�aƷ�У������T�����p���T�������侫���T�����r�ÙCе�����T���������Cе�����T��������C��T�����i���T�������P��T���������z�����T����̼��T�����p�x�C�T����������T������������T�������F����T�����������T�����Ҿ�����T������������T���Ⱦ����T�����x�Ç��H�����M�Ĺ����z�T�칤ˇ�����N�T�����ܶȸߣ�Ʒ�|���ϡ�